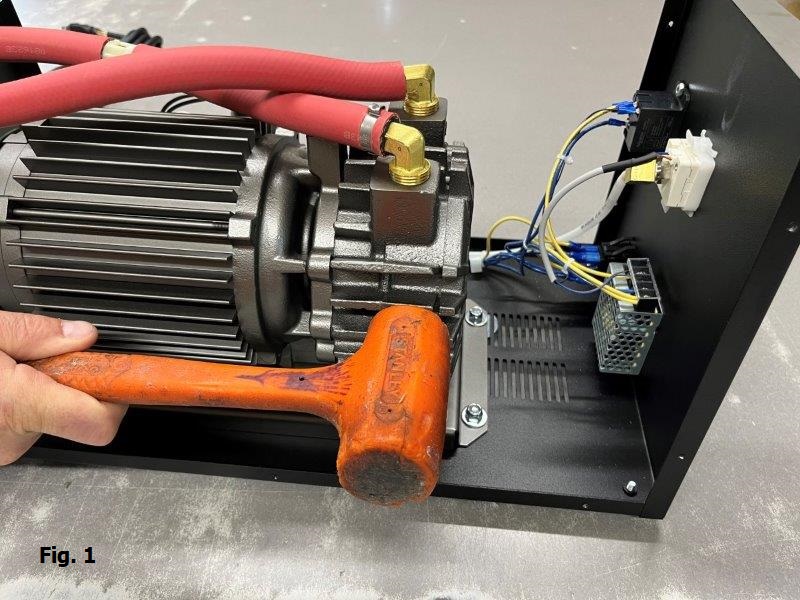
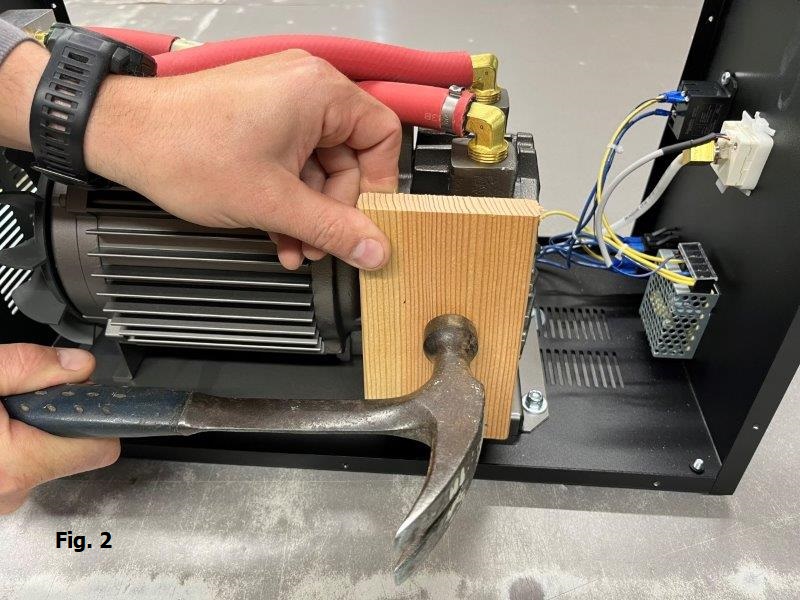
Step 1. To free your pump from vane lock you can first, take a dead blow hammer, or a block of wood and a steel hammer, and give the cast iron chamber three hard hits. Do not use a rubber mallet, it has to much bounce to be effective. See fig. 1 & 2
Step 2. Turn the pump on, if it does not run repeat step 1 while the pump is on and trying to run. Do this quickly to prevent the pump from tripping into thermal overload.
Step 3. If the pump starts to run from either step 1 or 2, put the pump aside and let it to run for 15 minutes nonstop disconnected from the bag. This will help the pump to clean out any corrosion build up.
Step 3A. You may still be able to start the pump without disassembly by jumping to step 6 and loosening the bolts with the motor in place. Do not unbolt the pump from its base at this time. Loosen the 4 bolts and then finger tighten them. This step removes some pressure from the vacuum chamber. Now repeat step 2.
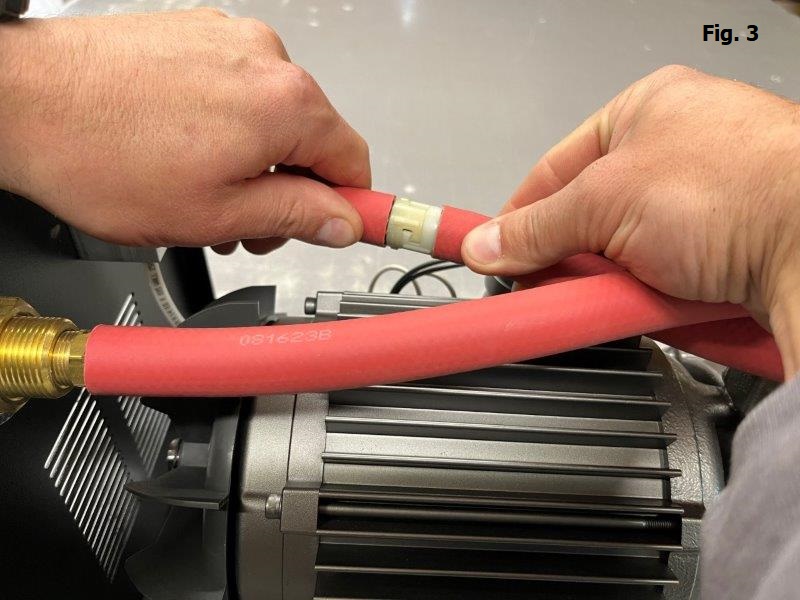
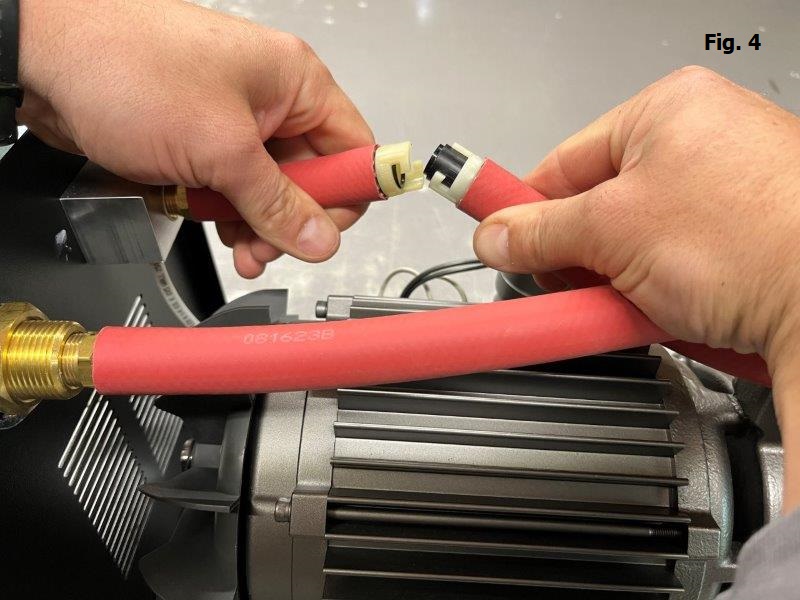
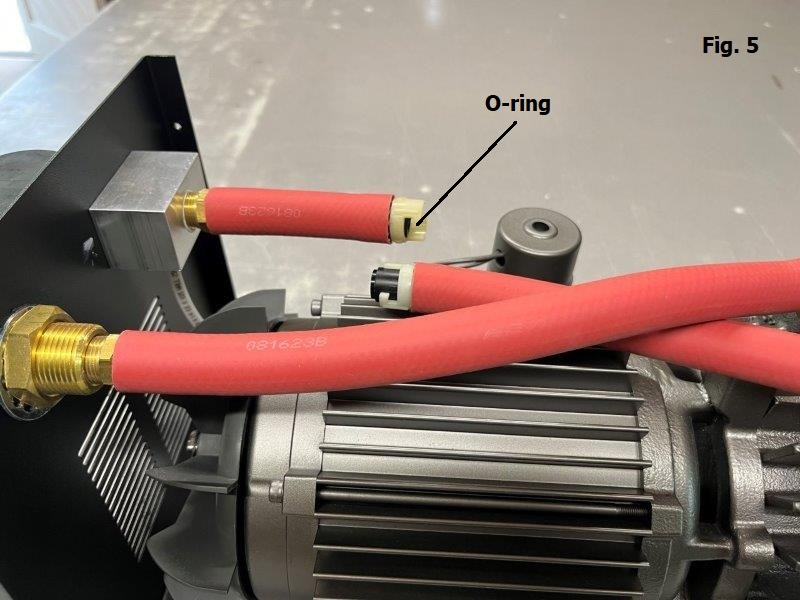
Step 4. If the pump still does not run the vacuum chamber will need to be manually cleaned. Please note that all of the below steps can be done without unbolting the pump from its base. If you will not be unbolting the pump from the base skip to step 6. Please note that we will be unbolting the pump to allow for a better visual of what we will be demonstrating. Disconnect the back check valve located in the intake hose, give it a one quarter turn and separate the two halves, see fig. 3, 4, & 5. Be aware that there is an o-ring in the base of each half of the back check valve housing. Be sure not to lose this o-ring or the pump will not operate properly when reassembled.
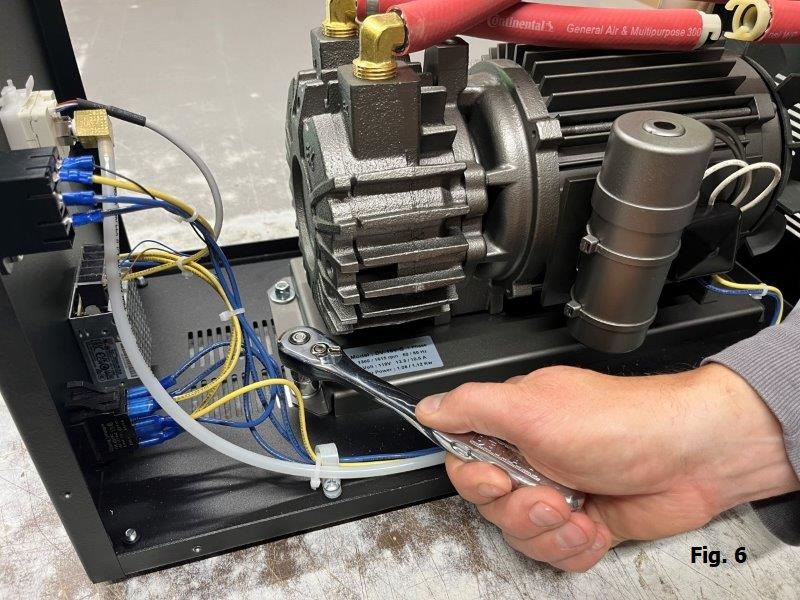
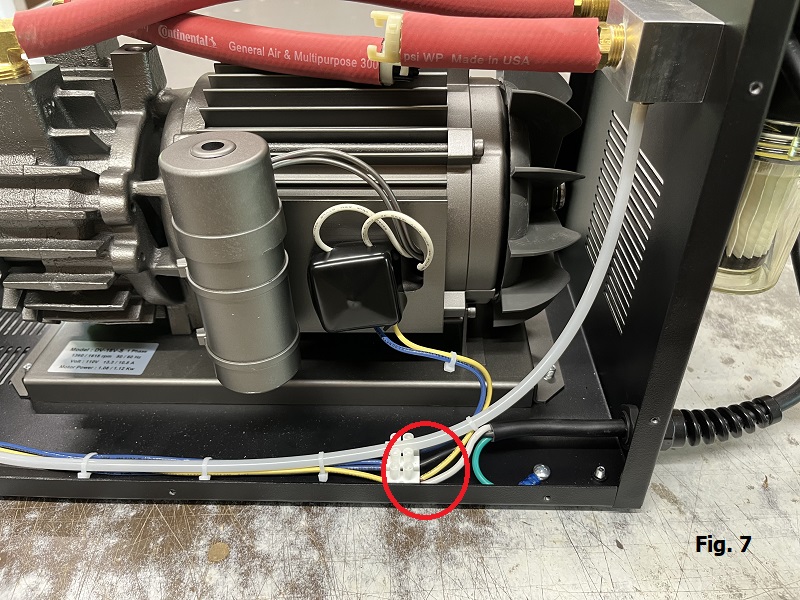
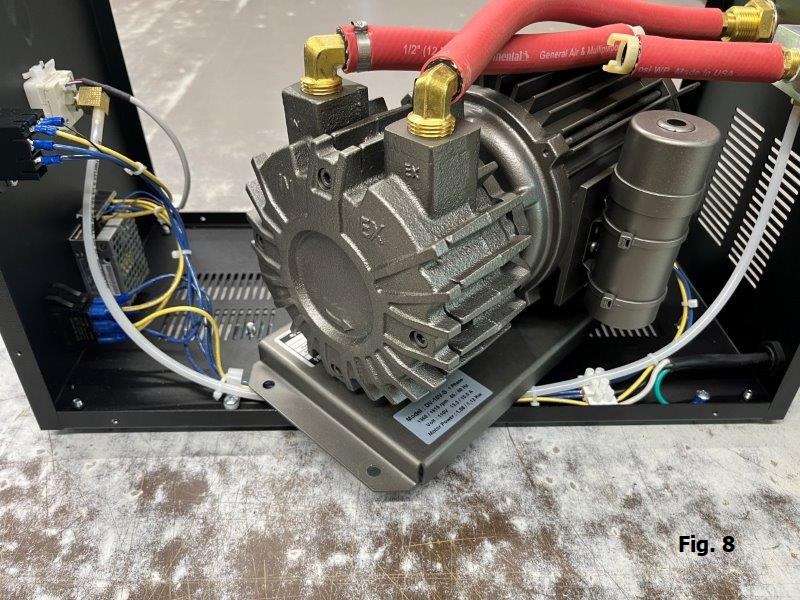
Step 5. Unbolt the pump from it base. There are two bolts on each side of the pump. Once the pump is unbolted turn it sideways. Being careful not to to pull the wires from the terminal block when turning it. See fig. 6, 7, & 8.
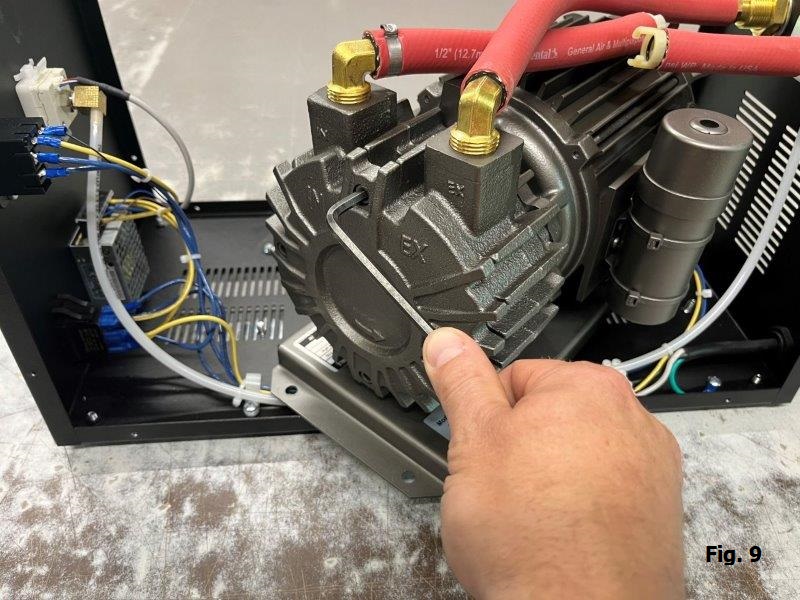
Step 6. Next, remove the cast iron end plate by unbolting the four bolts that hold it on. See fig. 9 & 10.

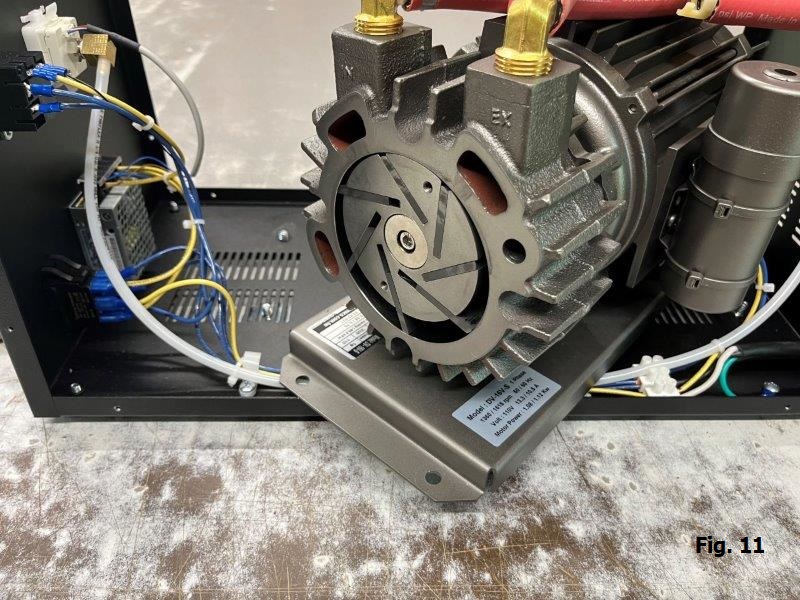
Step 7. You will now be looking into the vacuum chamber. See fig. 11.
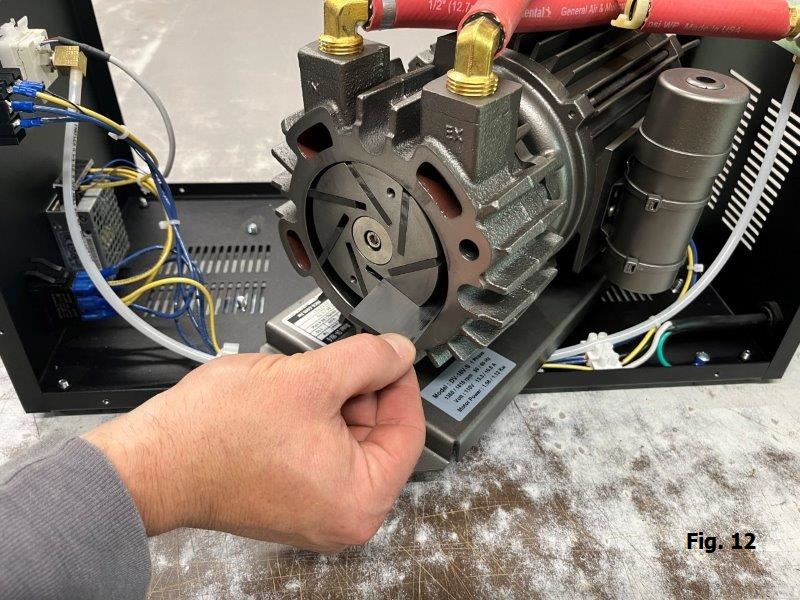
Step 8. There are seven slots in the rotor with a carbon vane in each slot. Remove these vanes. Some pumps that have more corrosion may require gentle prying to get the vanes out. Be careful not to break or chip the carbon vanes, as they are somewhat brittle. See fig. 12
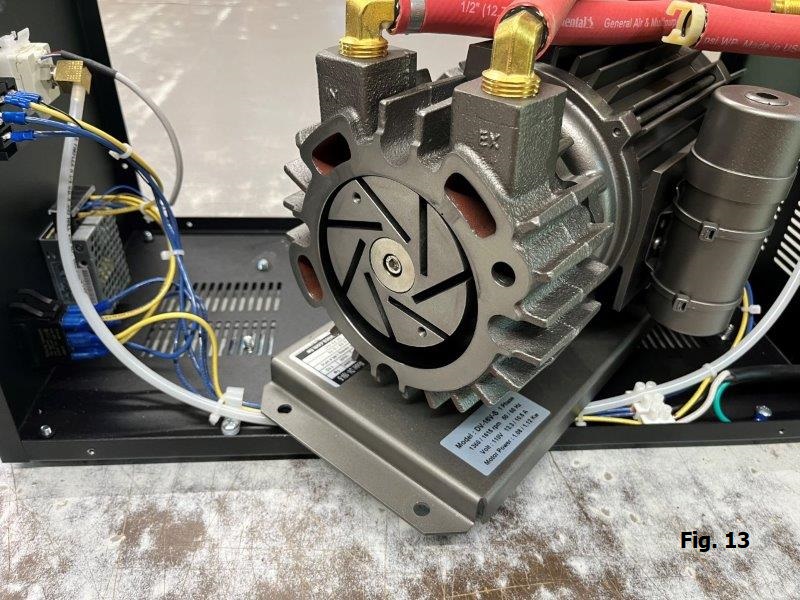
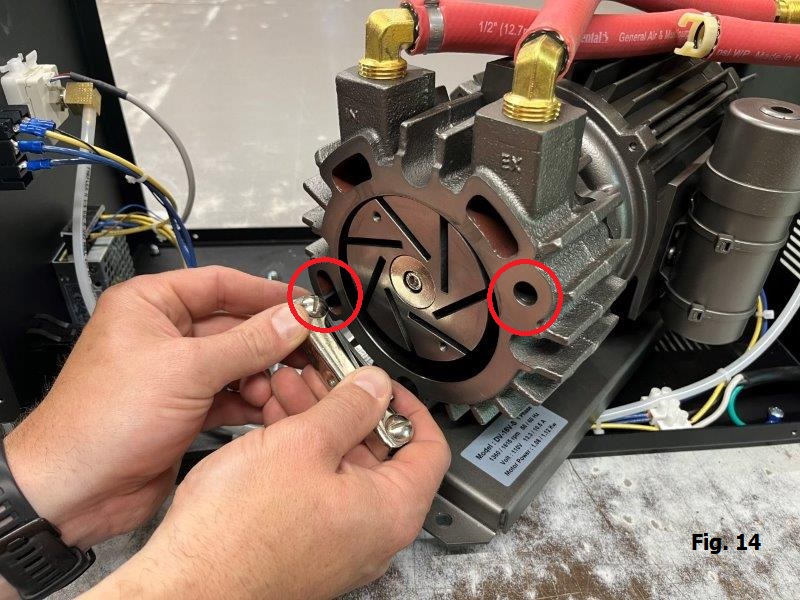
Step 9. Next, remove the chamber itself by unbolting the two recessed allen bolts. One at the bottom left and one at top right of the chamber. See fig 13 & 14.
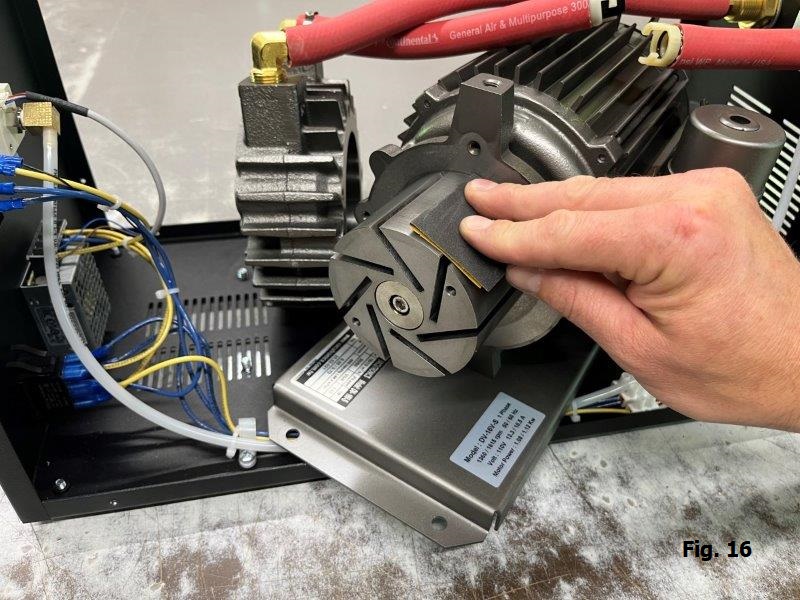
Step 10. Now that the vacuum chamber is completely disassembled, (the rotor itself cannot be removed). The corrosion needs to be removed from all surfaces that make up the chamber. Use 400grit sand paper. Do not use any oil with the sand paper, only dry sanding. Sand until all corrosion is removed and the steel is clean. To sand the seven slots where the carbon vanes go, we recommend folding your sand paper over a piece of cardboard so the sand paper fits tightly into the slot and you are able to sand both surfaces at the same time. See fig. 16, 17, 18 & 19.



Step 11. With all parts of the chamber sanded back to bare steel you can start the re-assembly process. The first step is to bolt the chamber back on using the two recessed allen bolts. The rotor and chamber are suppose to come as close as possible to each other without touching to achieve maximum vacuum. Take a piece of paper, fold it in half and place it on the top of the rotor. Next, set the chamber in place so it is resting on this piece of paper. Lightly tighten the allen bolts and then remove the paper shim. Hand turn the rotor to be sure it is not touching the chamber. If you have the proper clearance then finish tightening the allen bolts. See fig. 20.

Step 12. Before you fully reassemble the unit, replace the vanes into the seven slots in the rotor and turn the rotor with your hand. Each vane should easily drop down as it’s groove is turned to face the bottom of the chamber and then slide back into place as it is rotated to the top again. If any of the vanes to not drop down, remove that vane and sand that groove a little bit more. Once you are confident all the vanes are moving freely in their slots, its time to reassemble the pump. Follow steps 8 through 4 in reverse order to reassemble your unit.
Step 13. Once the pump is completely reassembled allow it to run nonstop for 15 minutes, disconnected from the bag to re-seat the vanes and impregnate the cast iron with carbon dust. Your pump should now be ready to run. If you live in a high humidity area, we recommend running your pump for 5-10 minutes at the end of each pressing day in which it was used and 15 minutes before storing for the pump for an extended period of time. We also recommend running it for 15 minutes three to four times a year as a general maintenance procedure.